

 15803743337
15803743337



































新闻中心
News Center
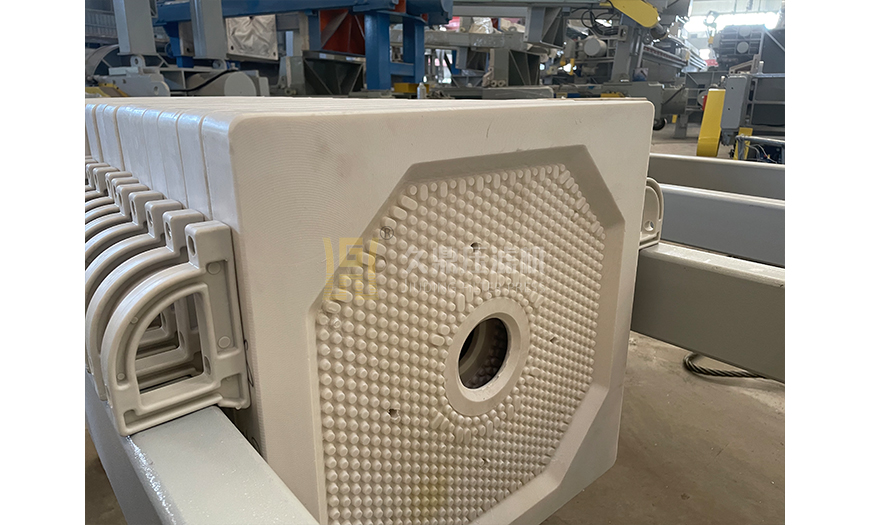
高效快开式压滤机的行业应用场景与操作维护规范
一、典型应用场景
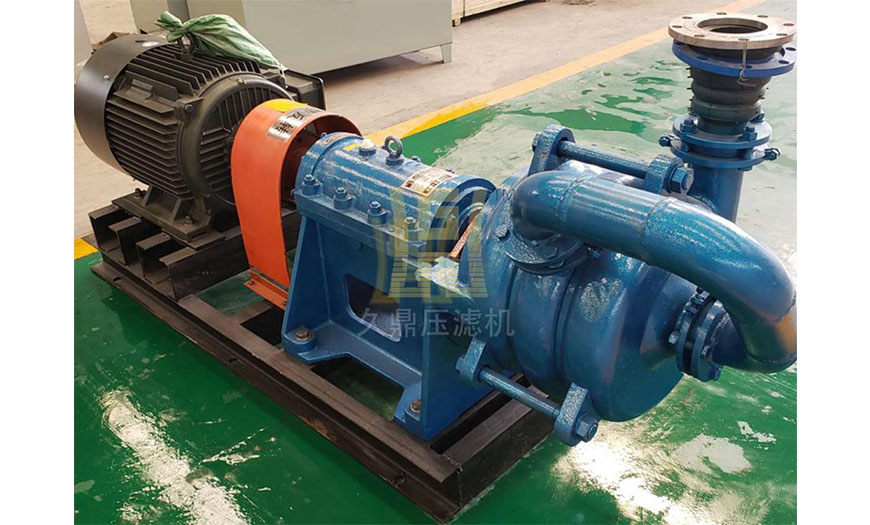
矿业精矿脱水
处理铁矿浆浓度55%-65%,单机日处理量800-1200吨
精矿含水率≤9%,金属回收率提高至97.5%
化工结晶分离
耐受pH值1-14,工作温度-20℃~150℃
晶体破损率<0.3%,产品纯度达99.9%
环保污泥处置
市政污泥处理能力30-50吨/小时,吨污泥能耗<35kW·h
出泥含水率55%-60%,达到填埋标准
二、操作维护规范
日常操作要点
启动前检查:
滤板平行度偏差<0.1mm/m
液压油位在油窗2/3处
滤布张力均匀(15-20N/cm)
运行中监控:
主油缸压力波动≤±0.5MPa
滤液浊度NTU值<50
**预防性维护计划
| 维护项目 | 周期 | 技术标准 |
|----------------|--------|---------------------------|
| 液压油检测 | 500h | 粘度变化≤±10%,水分<0.05%|
| 滤板密封面检查 | 300次 | 划痕深度<0.05mm |
| 电气系统校验 | 半年 | 绝缘电阻≥100MΩ |
三、故障处理指南
滤板跑浆
成因:密封面异物/压力不足
对策:清理密封沟槽/提高压紧压力至28MPa
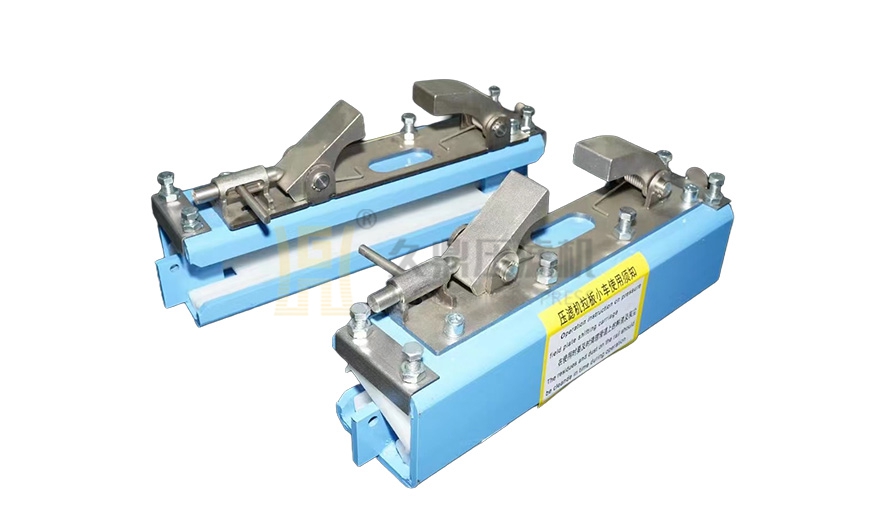
开合卡阻
成因:轨道变形/润滑不足
对策:校直轨道(直线度≤0.2mm/m)/加注耐高温润滑脂
油温异常
报警阈值:>65℃自动停机
处理流程:检查冷却水流量(≥10L/min)/清洗油路过滤器
四、技术发展趋势
智能化升级
数字孪生系统实现故障预测准确率≥85%
视觉识别技术自动检测滤布破损(识别精度0.1mm²)
新材料应用
碳化硅涂层滤板耐腐蚀性提升3倍
高分子复合材料隔膜寿命突破10000次压榨循环
节能新突破
余热回收系统降低能耗15%
光伏驱动模块实现离网运行8小时/天










