

 15803743337
15803743337



































新闻中心
News Center
在精细化工制备、特种陶瓷成型、贵金属回收等高附加值小批量生产领域,高效可靠的固液分离是实现产品质量与工艺稳定的关键环节。小型液压压滤机凭借其结构紧凑、操控精准及自动化程度高等特点,成为这些精细化作业场景的首选设备。本文将深入探讨其核心技术原理与工程实践要点。
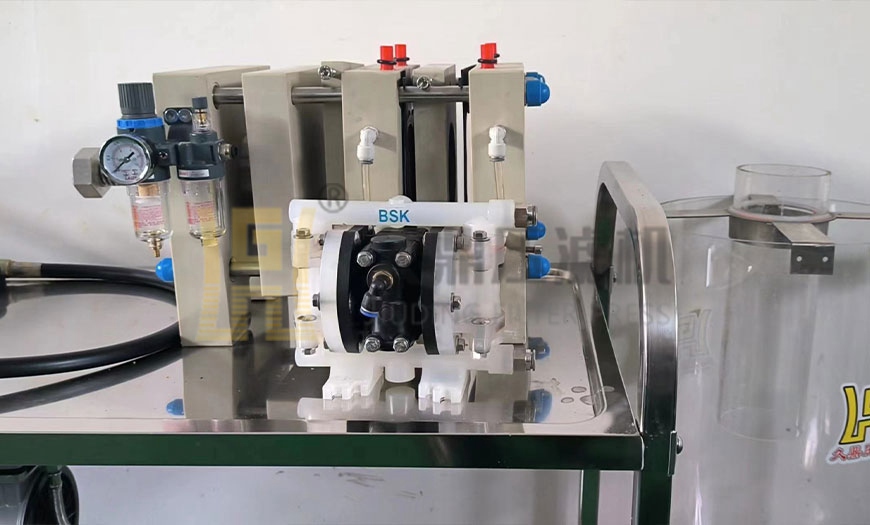
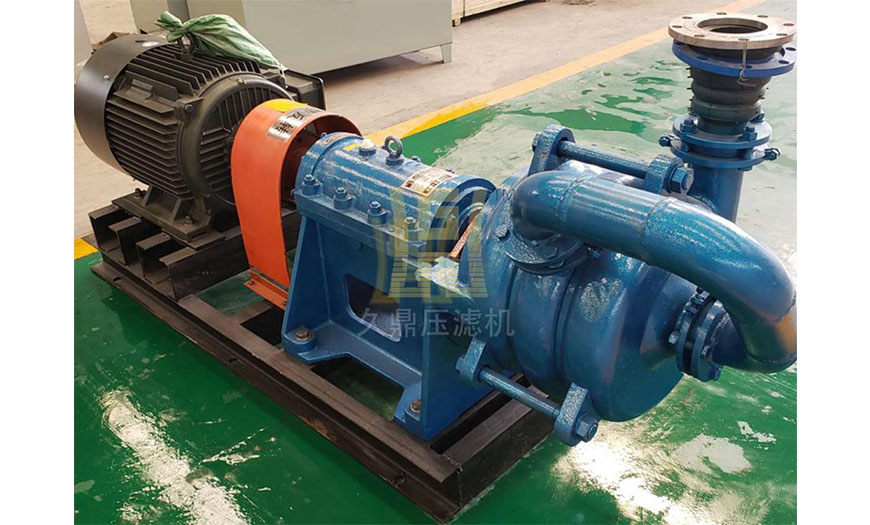
动力核心:精准液压驱动系统
小型压滤机的动力核心在于其精密的液压系统。区别于传统机械压紧,液压系统通过电机驱动的高压柱塞泵产生动力油流,经集成阀块精准分配至执行油缸。系统压力通常在16-25MPa范围内可调,确保压紧力稳定输出。单活塞杆双作用油缸设计是小型机的常见配置,它具备两个关键行程阶段:
低压快进(约120mm/s): 油泵输出大流量低压油液驱动活塞快速推进,缩短空载循环时间。
高压工进(约15mm/s): 系统自动切换为高压小流量模式,活塞缓慢施加强大压紧力(典型值80-150kN),实现滤板组的刚性密封。
液压系统的灵敏响应与保压性能至关重要。先进的系统配备蓄能器作为压力补偿单元,在锁模阶段由蓄能器维持系统压力,显著降低主泵负载与能耗,同时确保滤室在分离周期内始终保持稳定密封状态,有效防止跑料或漏液。
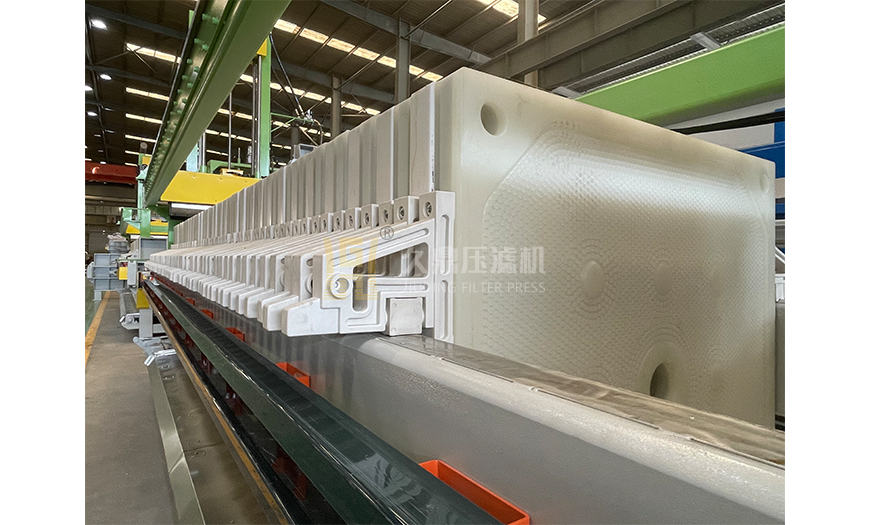
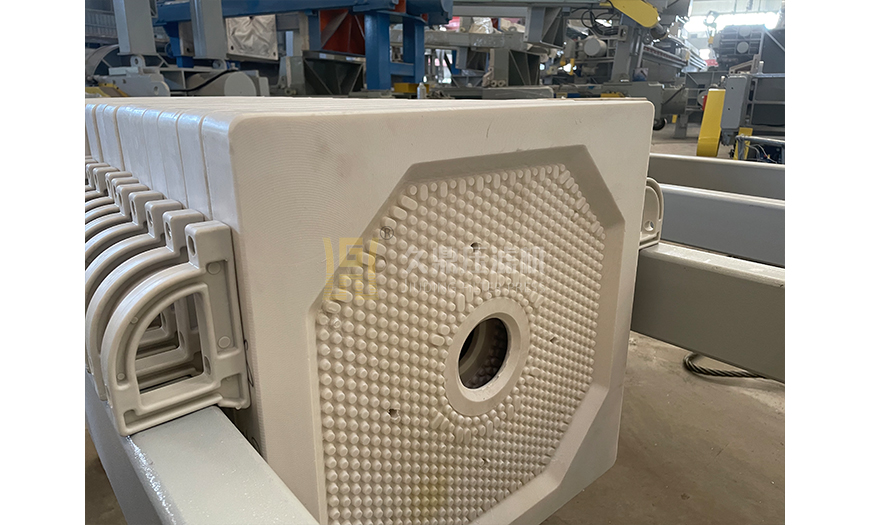
结构基础:模块化高强框架与滤板组
压滤机的骨架由重型合金钢焊接机架构成。其核心承力部件——两侧主梁通常采用整体铣削的H型钢或箱型梁结构,确保在最大压紧力下挠度变形严格控制在0.5mm/m以内。滤板组在主梁精密导轨上轴向滑动,导轨表面高频淬火处理(硬度HRC50以上)并复合聚合物耐磨衬板,实现低摩擦长寿命运行。
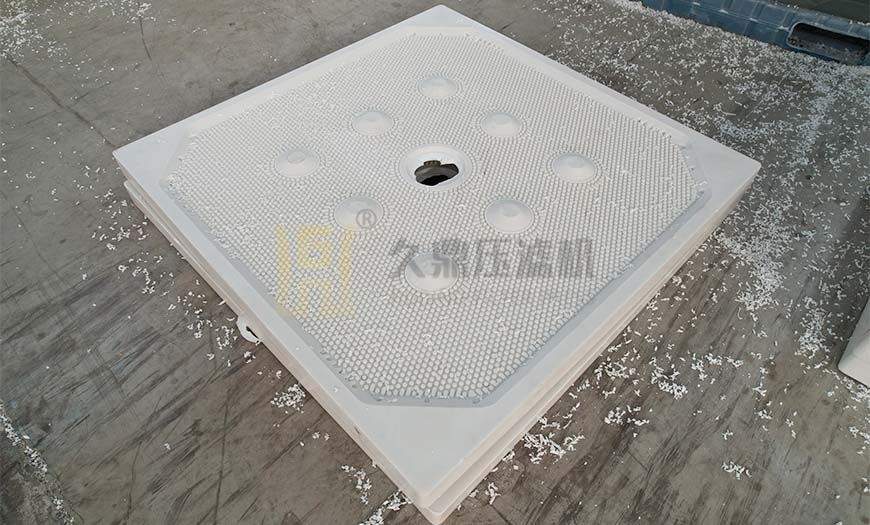
滤板作为直接承载分离介质的关键部件,小型机普遍采用增强聚丙烯(GFRPP)材质。通过玻璃纤维(占比30%-40%)定向增强与优化筋板拓扑设计,在满足80℃工况下抗蠕变性能的同时,显著降低设备自重。密封面采用精密模压成型配合CNC修整,确保平面度误差≤0.1mm。独特的锥面嵌入式密封结构(锥角12°-15°)在液压压紧力作用下产生径向自紧效应,结合O型橡胶圈,可在0.3MPa过滤压力下实现零渗漏。
分离中枢:智能过滤执行系统
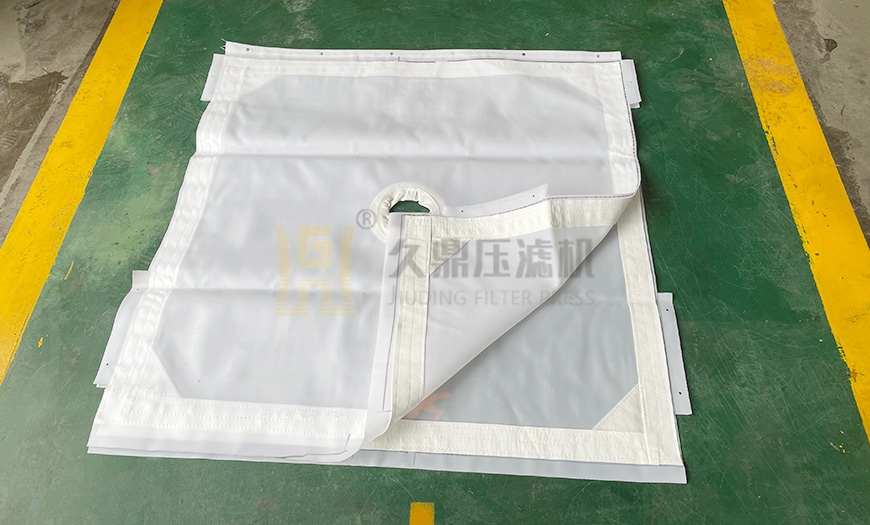
滤布作为固液分离的最终执行层,其选型与安装直接影响分离精度与卸饼效果。针对不同物料特性(粒径分布、黏度、含固率):
高精度分离(滤液浊度≤10NTU):选用单丝双层复丝滤布,表面经亲疏水改性处理。
高通量工况:采用750g/㎡以上高强涤纶滤布,配合变孔径三维织造技术。
粘性物料:应用PTFE涂层滤布降低表面能,接触角>120°。
滤液收集系统采用分区导流设计。洁净滤液经滤板下部导流通道汇入总管;而高压水反吹卸饼系统通过滤板背部预设管路,在0.6-0.8MPa压力下实现滤饼高效剥离。针对难卸料工况,可选配橡胶隔膜压榨模块,在过滤末期向隔膜腔注入0.8-1.2MPa压缩空气,使滤饼含水率进一步降低8%-15%。
控制中枢:多模态过程管理系统
现代小型压滤机控制系统采用PLC+触摸屏架构,核心控制逻辑围绕压力-时间-流量三维参数构建:
压紧控制: 实时采集油缸压力传感器信号(精度0.5%FS),当压力达到预设阈值(如20MPa)并稳定保持3秒后,系统自动锁紧液压阀。
过滤监控: 流量计动态监测滤液产出速率,当单位时间流量降至设定阈值(如初始流量的5%),判定过滤终点。
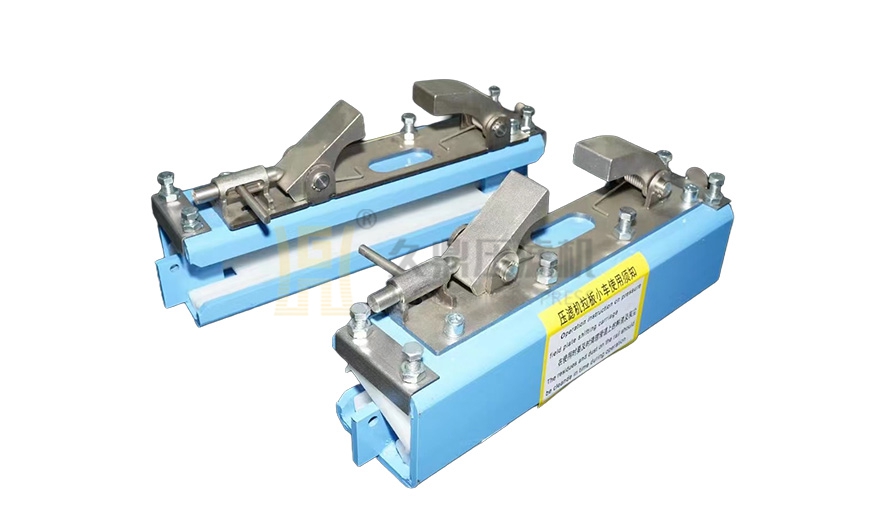
卸料时序: 基于压力传感器反馈的压紧板位移量(分辨率0.1mm),智能规划拉板器步进距离,防止滤板碰撞。
针对复杂物料特性,系统预设多种工艺模板:
精滤模式: 低压启动(0.2MPa)渐进升压至0.6MPa,配合慢速填充防止滤布堵塞。
快循环模式: 压紧压力降低15%,缩短非过滤时间。
压榨模式: 隔膜压榨分段加压(0.4MPa→0.8MPa),各阶段保压时间可调。
工程优化与维护要点
在精细化工应用中,材料兼容性至关重要。对有机溶剂体系需选用全PVDF材质密封件;强酸工况(pH<2)则适用EPDM橡胶或哈氏合金流道衬套。液压系统配置独立风冷模块,确保油温稳定在30-50℃最优区间。日常维护需重点关注:
滤板密封面每200周期进行平面度校验(塞尺检测间隙≤0.05mm)
液压油每2000工作小时或年度更换(粘度指数≥150)
导向杆每周涂抹锂基润滑脂(NLGI 2级)
小型液压压滤机的技术演进始终围绕着精度、效率与可靠性的提升。通过液压系统的精准控制、结构设计的力学优化、过滤介质的创新应用及智能控制策略的实施,现代设备在满足精细化生产需求的同时,持续降低运行能耗与维护成本。随着新材料与新控制算法的不断融合,其在特种分离领域的应用深度将持续拓展。










